Пластикові лиття під тиском
Охолодження найбільш важливий параметр , коли мова йде про час циклу зменшити, деякі з моїх друзів , які дуже інтерес для лиття під тиском до сих пір плутає , як проектувати систему охолодження для лиття під тиском, перш ніж говорити про оптимальну конструкції, спочатку ми повинні бути знайомі з терміном і конструкцією стандартом який буде використовуватися.
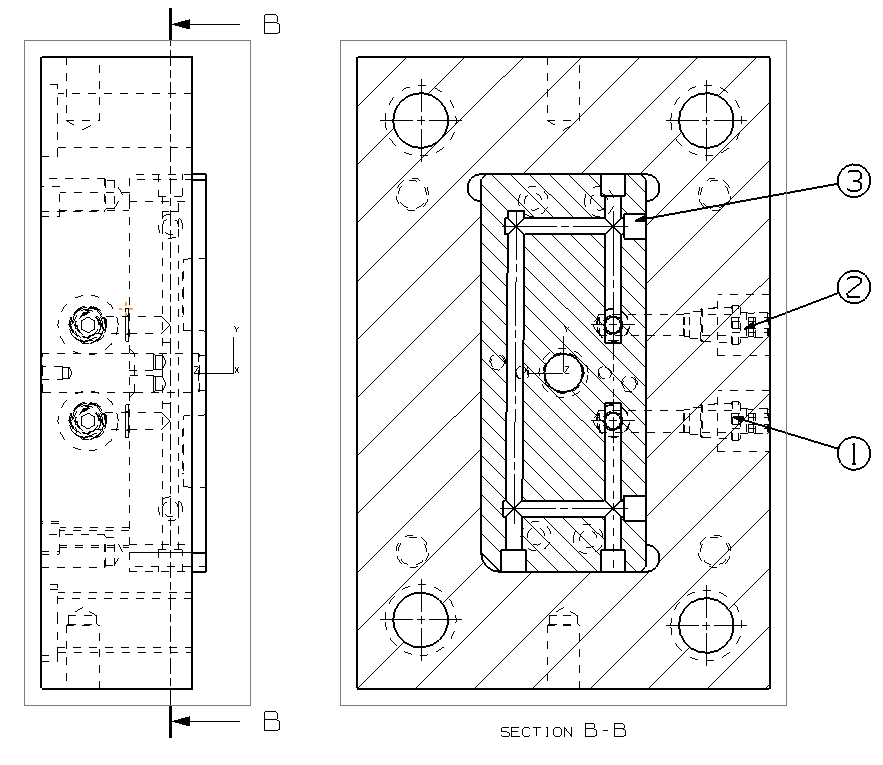
Базова схема охолодження
в принципі, тим більше рівномірна температура в порожнині, тим краще отриманий продукт, тим більше однорідні і швидкі процеси переносу тепла в процесі затвердіння відбувається, тим швидше процес охолодження, і, звичайно , тим швидше час циклу , що happened.when проектування, щоб тримати процес охолодження швидке і рівномірне охолодження каналів слід шукати ближче до стінки продукту, особливо для області високих і товстих стінок. Таким чином , порожнину охолоджуючих каналів має важливе значення.
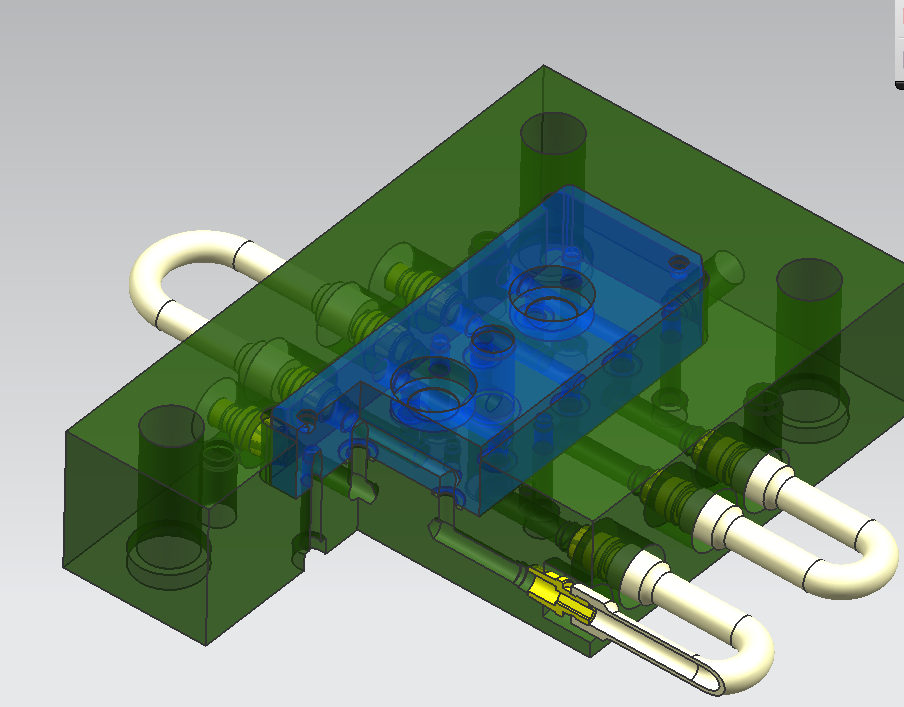
в зображенні вище, є прикладом основних з'єднань охолодження макета, його частина
А. порожнини кольору з синім
2. зелений цвілі бази
3. жовтого кольору охолодження спільної пробки
4. білий з'єднувальний шланг для підключення охолоджуючого спільного штекера
на лівій стороні ливарної форми в зображенні вище, ми бачимо , що два ПК охолодження спільного штекера (жовтий кольори) в тій стороні, для введення і виведення охолоджуючої прес - форми і охолоджуючого канал від машини.
Прямокутник Як Компонування
залежить одна компонування охолодження є улюбленою навколо продукту, тому що процес буріння повинен бути прямим, то форма прямокутник, за винятком того, в формі кругового зубчастого колеса буде збережені.